The Builder Under the Bridge
Professional Boatbuilder Magazine
Boston BoatWorks co-owners Mark Lindsay and Scott Smith have been delivering complex, lightweight, fuel-efficient power cruisers in wet-preg epoxy composites for the last dozen years— production-built for Bob Johnstone’s MJM Yachts.
In late February of 2015 Boston was digging out from a record winter; large snowbanks impinged on miles of aging turnpike just north of the city. I exited this roadway after crossing the Mystic River on the Tobin Memorial Bridge, headed for Charlestown. Proceeding past the Navy Yard and the USS Constitution’s berth, I followed Scott Smith’s directions through the grit of industrial Charlestown, most of it vintage brick buildings, since there was no signage identifying Boston BoatWorks’ stillunfinished shop.

I parked my car beside a Marine Travelift with Boston BoatWorks’ name on the crossbeam. A tugboat steamed by. Light snow fell from a gray sky. To my right, people wearing hoodies parked factoryfresh imported cars on a waterfront staging area, queuing them for further transit aboard a ferry barge soon to appear. Off to my left, municipal workers in bucket loaders and dump trucks attacked piles of old plowed snow. And literally overhead was the tallest and longest bridge in New England. Tobin’s doubledeck, threespan, cantilevertruss steel structure, 2 miles (3.2 km) in length, dates to 1950; its lower deck arcs 135′ (41m) above the river. There was no doubt that I had arrived at an increasingly rare phenomenon: an urban industrial waterfront boatbuilding shop, and this one was new.
BBW’s masonryandglass main building, which houses production and assembly on the ground floor with administrative offices above, sits on a strip of land alongside the steel uprights of the looming bridge. Between the plant and the auto staging area, the builder keeps a row of tooling and assorted boats stored under shrinkwrap.

MJMMore significant than its site, though, is what BBW has accomplished to date and continues to improve upon. While numerous boatshops here and abroad build sophisticated wetpreg epoxy composite yachts, those are typically oneoff projects. Only two shops, in this country at least, can be said to be in production using wetpreg epoxy composite construction: Outerlimits Offshore Powerboats (Bristol, Rhode Island), and Boston BoatWorks. Of these two companies, only BBW is turning out product in real volume: oceancapable performance motoryachts ranging in size from 29′ to 50′ (8.8m to 15.2m).

Professional BoatBuilder’s prior visit to BBW, in the spring of 2005, was to the company’s original location not far from this one, in East Boston on the same waterway. My visit a decade later was to see the new facility, and meet with Smith and Lindsay to discuss notable changes and upgrades to their operation. But before stepping inside the main building, let’s restate some relevant background on the BBW–MJM relationship, and the rationale behind the boats’ wetpreg construction.
In the mid1970s Bob Johnstone, then vice president of marketing for AMF Corporation, a major American conglomerate at the time, was unable to persuade AMF to produce the performance keelboat he and his brother Rod had in mind. So the Johnstone brothers—both of them passionate about sailboat racing—went into business to build their idea themselves, and subsequently developed J Boats into one of the great international success stories in modern production boatbuilding (see “J Is for Johnstone,” PBB No. 98).

MJMBy the early 2000s Johnstone and his wife Mary, life partners and boat mates, with a shared preference for racing sail, had shifted from sail to power, as have many other cruising and racing sailors of a certain age. The Johnstones owned a Dyer 29 (28.5’/8.7m), an able and versatile fiberglass powerboat in production continuously since the mid1950s. However, the powerboat the Johnstones really wanted, one that met their fairly reasonable requirements, did not exist. So Bob Johnstone once again created a company to build the exact boat he sought.

The wish list? A goodlooking boat Mary could handle alone; fuel efficient but a performance vessel able to safely venture offshore; spacious enough for comfortable socializing with guests; and easy to maintain—in roughly that order of importance. Ever the mastermind and certainly no stranger to the recreational marine industry, Johnstone set about identifying and assembling the technical talent necessary to make Mary Johnstone’s Motorboat (the origin of the initialism “MJM”) a reality. Johnstone, as he told Professional BoatBuilder, had no interest in starting another powerboat company for its own sake (see PBB No. 99 for stories, by Dan Spurr and Bruce Pfund, on MJM Yachts and Boston BoatWorks).

The crucial design/build team that Johnstone put together consists of designer Doug Zurn (Marblehead, Massachusetts; he’s the “z” following each MJM model number in the product line), and master builder Mark Lindsay.
Johnstone—and his son Peter, whom Bob consulted—held Zurn’s design aesthetics in high regard. Johnstone also had every reason to expect reliable performance throughout the speed range, given Zurn’s impressive portfolio in power and sail.

As for build, Johnstone knew from the outset that any prototype of a production MJM would have to be made of strong, lightweight composites, precisely the construction medium that Mark Lindsay had been expertly working in for more than 30 years at that point, always evolving with advances in materials technology. Lindsay had built not only a number of winning sailboats, but atypically for a builder, he’d also been a champion sailor in several onedesign classes, and the technical manager for a successful America’s Cup campaign.
MJMLindsay and Scott Smith formed Boston BoatWorks a halfdozen years before Johnstone approached them with his MJM Yachts proposal. (BBW is the sole builder of these boats, whereas J Boats has had more than one licensed manufacturer globally.) Smith brings to BBW a remarkably varied résumé that includes biomedical engineering, financial services (mutual funds), and banking, all in the Boston area. Like Johnstone and Lindsay, Smith too began racing sailboats as a kid; a Lindsaybuilt competition 40footer (12.2m) is what initially whet Smith’s interest in Lindsay’s work.
Besides managing BBW’s financial affairs, Smith has been active in Bostonarea civic affairs, particularly East Boston’s—its Chamber of Commerce, its Economic Development Council, as well as a nonprofit youth sailtraining program, which he started and serves as a trustee. It was Smith’s sustained participation in the Boston Redevelopment Authority’s planning advisory committee for the municipal harbor that fortuitously led to BBW’s new location. The BoatWorks qualifies as a bona fide modern marine business on a venerable commercial waterfront where there was none. BBW does not own the property it occupies, but its new production plant and administrative offices were built to Smith and Lindsay’s specifications by the property owner. (BBW’s earlier shop, in East Boston, was a leased, repurposed facility formerly part of Bethlehem Steel.)

MJMStill another critical player for executing Johnstone’s vision of a lightbutstrong MJM motoryacht is Steve Burke, a graduate naval architect specializing in structural design, who’d already engineered limitededition, highperformance models in the J Boat line. Beyond designing the structure for MJM’s prototype—a “pocket” motoryacht at 34′ (10.4m), currently discontinued—Burke was charged with securing for later, larger models (at 40’/12.2m and 50’/15.2m) the highest possible standards for small craft, as established by ISO, the International Organization for Standardization. These standards, said Burke, “are the emerging worldwide regulations governing the design and construction of vessels, both power and sail, of up to 24m [79′ ] in length.” It’s noteworthy that the MJM 40z is the only plan- ing powerboat of its size to achieve ISO’s CE mark for “ocean” certification. According to Johnstone, the 40z’s structure is built to withstand 21′(6.4m) ocean waves at speeds over 40 knots. There are no guarantees as to how the people onboard would fare running at speed in such conditions.
Let’s get back to Lindsay. His handson experience in composite construction complements Burke’s engineering expertise. Lindsay’s boatbuilding career goes way back, to his teens, spanning several onedesign and rule boats, and producing numerous champions—Sailfish, Stars, 505s, Fireballs, Flying Dutchmans, Tornadoes, MORC, IOR, and IMS boats—plus much of the technical work on America3, the 1992 winner of the America’s Cup. The reason so many of his boats have been so successful is that he is always searching for strong, lightweight structures, and was among the first builders to use—in boats—what were previously thought of as exclusively aerospace materials.
 MJMIt is no accident that most of Lindsay’s building career has been committed to sail, the bulk of it to very small craft, and the faster the better. His exploration of how to exploit composites to make sailpowered small craft lighter, stronger, faster began at Massachusetts Institute of Technology, where he studied for a graduate degree in architecture and architectural engineering. (Lindsay started college at Middlebury, but dropped out to work as an “apprentice laborer” in a Marblehead boatyard that had been commissioned to build an ACup contender, before pursuing an undergraduate degree in architecture from the University of Pennsylvania.)
MJMIt is no accident that most of Lindsay’s building career has been committed to sail, the bulk of it to very small craft, and the faster the better. His exploration of how to exploit composites to make sailpowered small craft lighter, stronger, faster began at Massachusetts Institute of Technology, where he studied for a graduate degree in architecture and architectural engineering. (Lindsay started college at Middlebury, but dropped out to work as an “apprentice laborer” in a Marblehead boatyard that had been commissioned to build an ACup contender, before pursuing an undergraduate degree in architecture from the University of Pennsylvania.)
Taking information gleaned in a structures course at MIT, Lindsay would test samples to failure in the materials lab. Meanwhile, MIT’s Sailing Pavilion, a boathouse on the Charles River laying claim as the birthplace of competitive college sailing in this country, served as a test tank for him, racing socalled Tech Dinghies. The design dates to 1935, when MIT naval architecture/ marine engineering professor George Owen drew the plans and the Herreshoff Manufacturing Co. produced a fleet of 30. Today’s Tech Dinghy, the design’s sixth generation, is a carbon fiber raceboat.
For Lindsay, the interaction of his MIT structures studies and sailracing experience was formative: it taught him, he said, the important difference between stiffness and strength. Understanding that distinction enabled him, when he turned professional, to give his boats a truly competitive edge by lightening them within a class’s parameters, while making them strong enough for the crew to stress the sailing rig without destroying structure.

MJMAfter he’d set up shop as an independent builder specializing, at first, in small raceboats, Lindsay continued to experiment with materials and methods. Precisely because the product was small, he could test many iterations within a relatively short time frame. His boats’ overall success on the race course generated more and more business for him in a market niche that, though popular, was also notorious for small profit margins.
A good example of his experimental construction efforts over time came to the magazine’s attention in 1996, when he was based in Gloucester, Massachusetts, as Lindsay Custom Yachts. Responding to an article we’d recently published on switching to highperformance resin systems, Lindsay wrote in to say:
“Since 1979, I have built over 50 International 505 sailboats in production female molds with polyester gelcoat and epoxy laminate, and I can attest to the challenges of innovating with construction techniques. We knew it would be hard to get a successful bond, and just kept trying until we invented a solvent and technique that usually worked. It allowed us to build very light, strong kevlar laminates with foam and honeycomb cores, and still have a durable inmold finish. What was a tricky process then, seems routine with today’s products.
MJM”When we started building production boats with 250°F [121°C] epoxy prepregs in 1983, we found a whole new set of gelcoat challenges. One of the more interesting solutions was a polyurethane gelcoat developed for automotive parts. Searching for new answers is what maintains the fascination in this profession.”
Additional examples of R&D that Lindsay conducted (and this magazine reported) years ago include lowcost ways to postcure epoxy laminates, plus innovative solutions for attaching heavily loaded rigging hardware. Little wonder, then, that Bob Johnstone tapped Boston BoatWorks for his nascent MJM Yachts venture. Lindsay’s many projects over many years feature fearless composite construction, with nearly all those projects highperformance sailboats.
And fortunately, BBW has been an excellent fit for MJM. In a marketing video for MJM we’ll review later, Johnstone, at the helm of a 40z traveling offshore at speed in tricky seas, says in a voiceover why he selected Lindsay: “The key to more responsive handling is to build an MJM not like a powerboat but like a racing sailboat. So we turned to a builder of…racing sailboats, Mark Lindsay. Mark had been working with hightech composites for 33 years.”
O’Meara’s List
Rich O’Meara—whose Rhode Island–based Core Composites company was the source of Boston BoatWorks’ new fabric impregnator—offered eight good reasons why wetpregs are advantageous for composite boatbuilding.
1. You can build a lighter boat. That’s because the core in a wetpreg lamination is not completely filled with resin, as it is for infusion processing.
2. You optimize the fiber-to-resin ratio. This is often expressed as “glasstoresin” ratio; at BBW, that figure is 60:40. With wetpregs you can also vary the ratio depending on the particular plies, from very dry (30% resin content by weight) to wetter for, say, core bonding. 3. You control that ratio to true prepreg quality. The deviation with BBW’s new and old fabric impregnators is ±3% or better.
4. You can run a range of fabric reinforcements. From very light weight (5 oz/yd2, or about 175 g/m2) up to 50 oz/yd2, or 1,700 g/m2.
5. You can run a range of resin viscosities. From 500 cps to 15,000 cps—versus infusion, “where you’re pretty much obligated to use lowviscosity resins, less than 300 cps being best.”
6. You can build a boat faster than with infusion. “By the time you load the mold with dry fabric for infusion, you can put a wetpreg laminate in place, and the resin is just where you want it. You know it’s there. And, you use the same vacuumbagging process.”
7. You do not require near-perfect molds, whereas
infusion does. If a wetpreg mold “leaks,” it’s not going to produce a laminate with a lot of voids. “I don’t say this to encourage lowquality tooling. Rather, it’s a matter of not having to justify infusionquality molds for the potential unit volumes out there.”
8. You get very good core-to-skin bonds, once bagged. That’s because the wetpreg process offers good penetration of the resin into the core “with a laminate that—I’ll say it again—has the resin right where you want it.”
If the list above represents O’Meara’s advantages of wetpregs, is there a second list…of disadvantages? Yes, but it’s shorter.
1. Infusion is superior if you want to fill the core kerfs to prevent water ingress.
2. Polyester resin for wetpregs is not yet optimized by many suppliers. But that’s coming, O’Meara said, because the marketplace’s growing desire for lighterweight parts requires a greater variety of fillers and of resin qualities to make them. Currently, the marine industry is “fully geared up” with lowcost styrenated infusion resins. Printthrough remains an issue, so skincoats are needed.
3. Being under a vacuum bag for the infusion process is cleaner (in terms of odor and VOCs). But odor is minimized with epoxy, as is skin contact—so long as proper technique is maintained with the wetpreg process. “Spray adhesive applied to the dry stack is still the least pleasant aspect of making an infused part. That step is eliminated with wetpregs.” —Paul Lazarus
MJMLindsay and Smith recently purchased a new impregnator for BBW. The machine, designed by Rich O’Meara, head of Core Composites, a division of his Newport, Rhode Island–based ROM Development Corp., and built by Art Armellini, who operates A & E Machine Shop in Cocoa, Florida, replaces one designed and built by Bruce Pfund that Lindsay bought in 1991. (Incidentally, Pfund’s article in PBB No. 99 is arguably the most detailed analysis in print, anywhere, of an impregnator at work in a boatshop. Granted, it’s an impregnator from an earlier era, but by way of his objective text and richly captioned photos shot on site, Pfund tells PBB readers what the machine does best, what its limitations are, and how the BBW crew maximizes its efficiency.)

O’Meara’s company, which distributes composite materials and manages composites programs, has sold more than 250 fabric impregnators into various industries since 1987, when he first witnessed an impregnator in action—in Australia, while visiting there to watch the America’s Cup.
Over the next few years O’Meara tried, “with very limited success,” he said, to interest production boatbuilders in the United States, among them Sea Ray and Wellcraft, in converting from sprayup to wetpreg construction. The problem, O’Meara said, was “drip issues” due to fastcuring polyester resins, and the reluctance of laminators to change away from sprayup. At the same time, “the epoxy oneoff business was booming. We sold units to just about every oneoff boatbuilder, it seemed, in the U.S. and Canada.” O’Meara also sold impregnators to snowboard manufacturers, to outfits wrapping bridge columns, to a firm wrapping water pipes at nuclearpower plants, and to another making rocketmotor cases.

MJMImpregnator machine design and complexity vary with the application. In the beginning O’Meara and Pfund would “compare notes on how best to build these machines,” and O’Meara adopted some of Pfund’s ideas into his design. O’Meara’s early impregnators for the marine industry were made by Binks, best known for its spray finishing equipment.
The Core Composites machine purchased by Boston BoatWorks has the following characteristics: a 60″ (154cm) working width; pneumatically actuated operation (via foot pedals, to keep the operator’s hands free); a safety slip clutch on the drive roll (to keep fingers safe, “especially while cleaning up”); supply and takeup reels on castors; drip tray and tool trays. According to O’Meara, it’s “a popular machine,” and because the basic design is “simple, it has proven to be a longlasting workhorse. Art Armellini and I have debugged it over the years, thanks to plenty of customer input.”
I might add that the documentation O’Meara supplies with an impregnator is thorough and well illustrated. It covers setup, calibration, operation, and cleaning, along with a parts list and drawings. That paperwork—written in plain English—reflects O’Meara’s lengthy history with these machines: he’s dealt with enough impregnators to anticipate frequently asked questions, and therefore what is needed in the way of a proper owner’s manual and technical support.
MJMThe top of the concrete ramp, where BBW’s Travelift is parked, levels off to form a raised ground floor for the new main building. I step inside a glasswalled entryway and stairwell, open an interior door, and find myself in BBW’s highceilinged production space. The shop is humming with assembly and construction activity from one end of the building to the other.

In the old facility, Lindsay and Smith’s MJM production was manageable—until sales volume, coupled with Bob Johnstone’s expanded product line, reached a critical mass at the upper end of the model size range. Those boats became too big for the space available, given other boats of different sizes in various stages of construction and assembly. To build a 40footer, for example, Lindsay and his crew had to move hulls out of the way, even out the door, and then roll them back into the shop, sometimes to a different slot on the floor. All of which amounted to unavoidable and effectively wasted time and motion. A larger shop was a necessity, not just a convenience.
In the new facility, wetpregging is done in a dedicated climatecontrolled room/oven, whose controls are located in a dedicated mechanicals room one flight up. No need anymore to choreograph the shuffling of hulls and tooling. The rest of the build process occurs in the main space mentioned above. Lindsay likens it to the openclassroom concept in elementary education; that is, he wants BBW shopfloor personnel to be aware of what their colleagues are doing, to get a better visual idea of the many procedures involved in producing a goodsize boat. He thinks of this buildinghall space as fundamental to crosstraining the crew, and for developing supervisors among them.
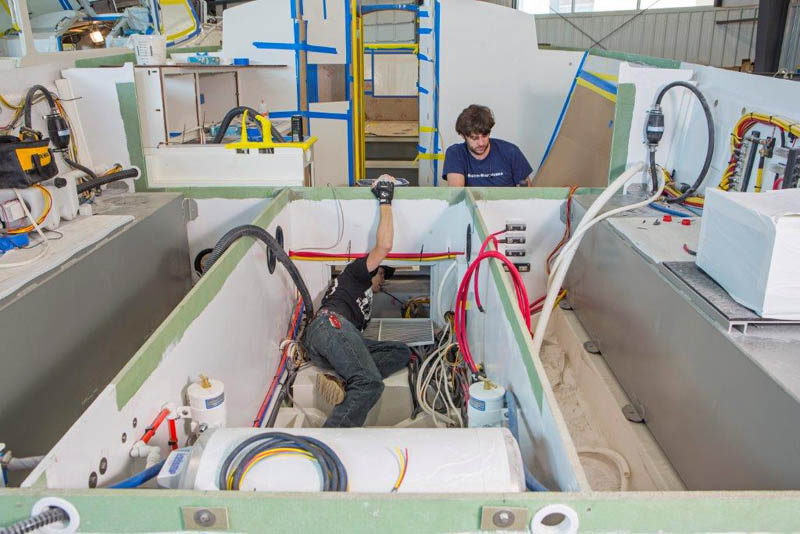
MJMDuring one of two walkthroughs in this area, the first by myself and the second accompanied by Lindsay, I could see a systems installation in progress on a 36footer (11m), two men preparing a wiring harness (one was teaching the other), another rounding a portion of the edge of a chine flat to reduce the sound of slapping water at anchor, and several people taking delivery of a preassembled deckrailing system that had been driven from Maine, where it was fabricated by a subcontractor. Each of these tasks was likely a line item on a production wall chart in an upstairs office. Taking up the most space on the floor this morning was an infusion shoot of the monolithic internal grid to be installed on a hull was still in the oven, undergoing postcure. The collective noise level throughout the large room was low. Similarly, there was virtually no sanding dust in the room, or fumes in the atmosphere from coatings or resin.
Indeed, Bob Johnstone promotes MJM boats, in part, on the basis of BBW’s “green” manufacturing practices. Regarding the latter, Boston BoatWorks easily meets and exceeds the U.S. Environmental Protection Agency’s Maximum Achievable Control Technology standard. Lindsay’s longheld reliance on epoxy resins and closedmolding techniques not only ensures superior laminates, it eliminates the VOC problems associated with styrenated resins (in the boatshop as well as earlier in the supply chain). Locally, BBW’s “record and practices related to employee health and safety” have earned it an invitation to apply for certification under the state’s Safety and Health Achievement Recognition Program.
“Side benefits” to a robust safety program that qualifies a manufacturing company for the SHARP initiative, as enumerated by Johnstone, consist of lower workers’ comp rates, lower product costs through higher productivity and morale, better employee retention, and lower training costs. All of which, according to Johnstone (who, let us remember, is a true master of marketing) “improves the value of MJM Yachts to their owners.”
MJMWhile we’re on this theme, Johnstone is, I believe, sincere in his belief that MJM Yachts are “ecofriendly”— particularly in terms of energy efficiency. Text on the website for MJM Yachts points out that the 29z (8.8m), for example, “gets about 3 nautical miles per gallon [0.8 nm/l] of diesel when cruising at 25 knots. This is about half the fuel consumed by a twinoutboard centerconsole of the same size.” Similar fuelefficiency numbers continue up the current MJM product line to the 50z—versus other companies’ production boats: trawleryachts, express or cabin cruisers, and tripleor quadoutboard centerconsoles of comparable size.

Central to the laminating of MJM hulls and decks is the fabric impregnator. Hull laminate schedules call for continuousstrand biaxial and triaxial glass reinforcement, run through the impregnator’s highpressure rollers, saturating the fibers while limiting resin content to a precise 60:40 glasstoresin ratio. They are split hull molds, affording easy access to each half.
PVC takeup tubes loaded with the preset calibrated length of saturated fabric are carried to the tooling and manually rolled out in one piece inside the mold, the full length of the hull. After applying the outer structural laminate of fiberglass and kevlar, crew members fit precut (by a computer numerically controlled machine) panels of waterproof structural foam (Corecell) to the wet skin. The core panels, Lindsay said, vary by physical properties according to their respective location in the hull; that is, highload and lowload areas.
Wet-Preg Pointers
Boston BoatWorks coowner Mark Lindsay has been nothing less than generous about sharing his technical knowledge with attendees at IBEX. He was a principal speaker at two sem inars specifically on wetpregs in pro- duction boatbuilding (at IBEX 2006 and IBEX 2007), and at a third seminar, in 2009, on process materials for closedmold construction in general. Here, I’ve distilled the second of his wetpreg presentations to talking points
Lindsay employed during his half of the 90minute session. (In both wetpreg sessions he shared the podium with Joe Parker, longtime product manager for ProSet Inc., whose epoxy resin system BBW uses for building MJM Yachts. Parker is now retired.)
• BBW chose wet-preg epoxy lami- nation because: epoxy gives us the highest-strength resin matrix; the wet- preg process keeps the weight low; the relatively low cost and simplicity of a wet-preg resin system in materials and process are an advantage over manu- factured prepregs; and a mechanized wet-preg system provides consistent, predictable results.
• Higher material costs imply the need to engineer the product to gain value through the use of more advanced materials. Combining the different chemistries of epoxy lami- nates with polyester in-mold coatings demands careful craftsmanship and sound technology. Achieving the engineered strength properties and superior cosmetic results requires extra attention to process technology.
• When we looked at production efficiency, we discovered that the mold turnaround time was less of a concern than the total production cost of the part. Unlike the rest of the boat, the labor for the laminated parts costs more than the materials, so reducing labor hours was a primary focus.
• Resin-mixing equipment is expensive but gives us reproducible accuracy and reduces labor. A high volume pneumatic impregnator that can keep up with the lay-down team is at the heart of our process. Precut and prelabeled core and cloth ensures accuracy and reduces layup time.
• Another opportunity was to reduce cosmetic finishwork on the parts. If you want lightweight, high- strength laminates, you don’t want to waste those properties by using a resin-rich mat layer backing up the gelcoat to maintain the cosmetics.
• In addition, you’ll want to cure the parts under a vacuum bag, and post- cure them at high temperature to gain the full strength of the resin system. Both of these processes, if not done right, can cause prerelease of the parts from the mold, which then means cosmetic rework.
• Vacuum-bagging demands careful attention to detail. Any place there is a bridge in the bag or the peel ply or the breather material is an invitation to causing prerelease of the part.
• The part has to reach full temperature to complete its cure. The temp must ramp up and down evenly and gradually so that the part does not pull away from the mold, or apply unwanted stresses on the laminate.
• If each step delineated above is done correctly, the result is a flaw- less part that will hold its shape and cosmetic perfection essentially indefinitely.
—P.L.
MJMWith the outer skin and core installed, the crew then applies the inner layer of preimpregnated structural glass, and bags it. Under vacuum, the laminate is compressed by a pressure of 2,000 lbs/sq ft (9,765 kg/m2), “compacting the glass for ultimate strength,” said Lindsay. “Then the hull halves are joined, and with 14 layers of triaxial glass we create a solidglass centerline.” Finally, the entire hull is baked for 48 hours at 150°F (65°C) before unbolting the mold halves and releasing the hull shell.

What I’ve written above is only an overview. Again, for a detailed description of an impregnator—and a BBW team—in action laminating a 34z, I encourage you to read Bruce Pfund’s article titled “Smooth Operators,” in PBB No. 99. Though the MJM 34z is no longer being built (replaced by the 36z [10.9m]), and the impregnator in that article has been supplanted by a new machine (the older one remains in use as a secondary unit), BBW’s laminating process of a representative MJM hull and basic fabricimpregnator technology have changed relatively little since that article was published.
For a full discussion of the technology itself, circa 1990 but still pertinent, see PBB No. 5 for a feature article I wrote titled “Fabric Impregnators,” intended as an introduction to and primer on these machines. Frankly, it surprises me that, 25 years later, so few production boatbuilders acquired them, and altered construction practices accordingly.
MJMDuring my second walkthrough of the shop floor, with Lindsay, he indicated that the boats were likely to be semisurrounded soon by movable staging in lieu of a more permanent perimeter mezzanine system to enhance production efficiency during finishing and fitout. We stopped at a 50z, ascended to a wooden landing, and stepped aboard by way of a door in the hull side. The largest model in the MJM product line, a 50z has proportionally larger windows in the house—necessitating beefier hardware for opening the windshield segments than the openers installed on smaller MJM models. Lindsay wanted to examine for himself the ergonomics of a potential conundrum: Would an older owner find it too difficult to open the windshield outward?

That task completed (but an Internet search for sources of appropriate hardware yet to be made), he showed me a barely discernible structural detail directly beneath us, as we sat and talked under the housetop amidships. When the 50z prototype was put through builder’s trials, Lindsay’s experienced and educated sense of structure told him the big hull needed further stiffening. He surmised that the topside door we had passed through to board, interrupted the boat’s engineered resistance to twist along the sheer. His solution was to fabricate a pair of tall, wide, lightbutstrong cored composite Ibeams, or webs, installed as far outboard as possible in the engineroom, extending from bulkhead to bulkhead below, and beyond the break in the sheer at port and starboard topside doors. When painted to match the rest of the machinery space, this structural element resembled a traditional ceiling down below.
MJMIn a voiceover for a video made three years ago to market MJM Yachts, Bob Johnstone identifies himself as the founder, CEO, and chief boat driver. His baritone voice is pleasant, the pacing unhurried. In my opinion, no elder executive since Lee Iacocca, or Frank Perdue, has been as effective selling his product.

Johnstone is alone in a 40z, offshore, in 6′ –8′ (1.8m–2.4m) seas, driving the boat at different speeds on different headings, while Billy Black—who took the photographs of Boston BoatWorks for this article—shoots video from a helicopter, like a door gunner. The boat’s performance in these conditions is mesmerizing. And convincing.
Johnstone: “That’s me, driving. You don’t see many powerboat companies showing videos of their boats in rough water. In fact, you don’t see any other boats out here today….”
And elsewhere: “When a seventysomething like me can drive a 40z from Northeast Harbor, Maine, to the Cape Cod Canal alone, in these conditions, 200 miles in eight hours, 20–30 miles offshore, you know it’s easy, and safe….”
The still frame shown here from a similar video (shot offshore, in South Florida waters) provide visual confirmation of what Johnstone is describing in his narrative. His vision for an MJM Yacht—in terms of design, construction, and performance, without compromising any of those three criteria— sold boats straight through the Great Recession, as if it weren’t there. At IBEX during each of those painful years (the recreational marine industry is only now emerging from its longest and deepest slump since the Depression), Scott Smith and Mark Lindsay and Doug Zurn would attend seminars and walk the exhibit hall— smiling. Because Smith learned that while the three of them were at the show, still another newly built MJM had sold.
We’ve come this far in the narrative without some vital statistics. They’re numbers that Mark Lindsay doesn’t need to look up; the data are in his head. More important for our story, these stats testify to Boston BoatWorks being a true production builder—in wetpregs—as distinct from the many shops turning out custom boats by the same composite process.
MJMHaving settled into its new space, specifically the 35,000 sq ft (3,252m2) of constructionandassembly areas, BBW has seven or eight MJM yachts under way on the shop floor at any one time, depending on orders for different size models in the product line. The range in completion span between smallest, a 29z, and largest, a 50z, is three to six months. As of July 1st, Boston BoatWorks had delivered a total of 189 MJMs. Current production tempo, according to Lindsay, is about twodozen boats per year, or “a new boat every three weeks.”
Is there a longrange business plan? “As a company we’re trying to maintain sustainable growth,” he said. “We don’t want to overinflate—and explode.” Concurrent with building boats, Lindsay said that among shopfloor personnel in particular, he is attempting to buildin an awareness of key precepts guiding quality control and best practices. (The company employs 75 overall.)
The success of the MJM Yachts relationship, coupled with and predated by BBW’s reputation for highquality construction, has enabled Scott Smith and Lindsay to slowly develop what Smith refers to as a serviceandsupport component. Meaning, a growing percentage of MJM buyers have begun returning to Boston BoatWorks to store, repair, upgrade, or sell their boats. The phenomenon is by no means rare; several wellknown East Coast yacht yards provide historical precedent, among them Rybovich, Hinckley, and Hood, to name three. This type of aftermarket activity helps account for the physicalplant expansion BBW is undertaking out back, along the riverfront beyond the rear door of the main production spaces.
MJMAnd does the master builder—the older of BBW’s two principals, who share all operational responsibilities— have a personal plan? Dare we say it: retirement ? Here too, like his handling of the numbers above, Lindsay didn’t hesitate: “Wellmade and engineered boats are a valuable contribution. To society, to the economy, to the advancement of technology. They’re more than just manufactured ‘durable goods.’ I’ve been boatbuilding since I was kid, and still love doing it. No plan to stop.”
About the Author: Paul Lazarus is Professional BoatBuilder’s senior editor.