Il costruttore sotto il ponte
Rivista Professional Boatbuilder
I co-proprietari della Boston BoatWorks, Mark Lindsay e Scott Smith, da dodici anni producono imbarcazioni da diporto complesse, leggere ed efficienti dal punto di vista dei consumi, realizzate in compositi epossidici wet-preg per conto della MJM Yachts di Bob Johnstone.
Alla fine di febbraio del 2015 Boston stava uscendo da un inverno record; grandi cumuli di neve ostruivano chilometri di autostrada fatiscente appena a nord della città. Ho lasciato questa strada dopo aver attraversato il Mystic River sul Tobin Memorial Bridge, diretto a Charlestown. Superato il Navy Yard e l'ormeggio della USS Constitution, ho seguito le indicazioni di Scott Smith attraverso la zona industriale di Charlestown, costituita per lo più da edifici in mattoni vintage, poiché non c'erano cartelli che indicassero il negozio ancora incompiuto della Boston BoatWorks.

Ho parcheggiato la mia auto accanto a un Marine Travelift con il nome Boston BoatWorks sulla traversa. Un rimorchiatore è passato a tutta velocità. Una leggera nevicata cadeva da un cielo grigio. Alla mia destra, persone con felpe con cappuccio parcheggiavano auto importate appena uscite dalla fabbrica in un'area di sosta sul lungomare, mettendole in fila per il successivo trasporto a bordo di una chiatta traghetto che sarebbe arrivata a breve. Alla mia sinistra, operai comunali con pale meccaniche e autocarri con cassone ribaltabile si davano da fare con cumuli di neve vecchia. E letteralmente sopra la mia testa c'era il ponte più alto e più lungo del New England. La struttura in acciaio a doppia campata, a tre campate e a sbalzo di Tobin, lunga 2 miglia (3,2 km), risale al 1950; il suo ponte inferiore si inarca a 135′ (41 m) sopra il fiume. Non c'era dubbio che fossi arrivato a un fenomeno sempre più raro: un cantiere navale industriale urbano sul lungomare, e questo era nuovo.
L'edificio principale in muratura e vetro della BBW, che ospita la produzione e l'assemblaggio al piano terra e gli uffici amministrativi ai piani superiori, sorge su una striscia di terra lungo i piloni in acciaio del ponte sovrastante. Tra lo stabilimento e l'area di stoccaggio delle auto, il costruttore conserva una fila di attrezzature e imbarcazioni assortite conservate sotto un involucro termoretraibile.

MJM Più significativo del sito, però, è ciò che BBW ha realizzato fino ad oggi e continua a migliorare. Sebbene numerosi cantieri navali qui e all'estero costruiscano sofisticati yacht in composito epossidico wet-preg, si tratta in genere di progetti unici. Solo due cantieri, almeno in questo Paese, possono dirsi attivi nella produzione di imbarcazioni in composito epossidico con tecnologia wet-preg: Outerlimits Offshore Powerboats (Bristol, Rhode Island) e Boston BoatWorks. Di queste due aziende, solo BBW sta producendo in volumi reali: yacht a motore adatti alla navigazione oceanica di dimensioni comprese tra 29′ e 50′ (da 8,8 m a 15,2 m).

La precedente visita di Professional BoatBuilder alla BBW, nella primavera del 2005, era stata effettuata presso la sede originaria dell'azienda, non lontana da questa, a East Boston, sullo stesso corso d'acqua. La mia visita, dieci anni dopo, era finalizzata a vedere la nuova struttura e incontrare Smith e Lindsay per discutere dei cambiamenti e dei miglioramenti significativi apportati alla loro attività. Ma prima di entrare nell'edificio principale, riassumiamo alcune informazioni rilevanti sul rapporto tra BBW e MJM e sulle ragioni alla base della costruzione delle imbarcazioni con tecnologia wet-preg.
A metà degli anni '70 Bob Johnstone, allora vicepresidente del marketing della AMF Corporation, un importante conglomerato americano dell'epoca, non riuscì a convincere la AMF a produrre la barca a vela che lui e suo fratello Rod avevano in mente. Così i fratelli Johnstone, entrambi appassionati di regate veliche, decisero di mettersi in proprio per realizzare la loro idea e in seguito trasformarono la J Boats in una delle più grandi storie di successo internazionale nella moderna produzione di barche a vela (vedi "J Is for Johnstone", PBB n. 98).

MJM All'inizio degli anni 2000 Johnstone e sua moglie Mary, compagni di vita e di navigazione, entrambi appassionati di regate veliche, erano passati dalla vela al motore, come molti altri velisti di una certa età. I Johnstone possedevano un Dyer 29 (28,5'/8,7 m), un motoscafo in vetroresina versatile e affidabile, in produzione senza interruzioni dalla metà degli anni '50. Tuttavia, il motoscafo che i Johnstone desideravano davvero, uno che soddisfacesse le loro esigenze piuttosto ragionevoli, non esisteva. Così Bob Johnstone creò ancora una volta un'azienda per costruire esattamente la barca che cercava.

La lista dei desideri? Una barca bella che Mary potesse gestire da sola; efficiente nei consumi ma performante, in grado di avventurarsi in sicurezza al largo; abbastanza spaziosa da consentire una confortevole socializzazione con gli ospiti; e facile da mantenere, più o meno in quest'ordine di importanza. Da sempre mente brillante e certamente non nuovo al settore nautico da diporto, Johnstone si mise alla ricerca dei talenti tecnici necessari per realizzare il Mary Johnstone's Motorboat (da cui l'acronimo "MJM"). Johnstone, come ha dichiarato a Professional BoatBuilder, non aveva alcun interesse a fondare un'altra azienda di motoscafi fine a se stessa (vedi PBB n. 99 per gli articoli di Dan Spurr e Bruce Pfund su MJM Yachts e Boston BoatWorks).

Il team di progettazione/costruzione fondamentale messo insieme da Johnstone è composto dal designer Doug Zurn (Marblehead, Massachusetts; è lui la "z" che segue ogni numero di modello MJM nella linea di prodotti) e dal maestro costruttore Mark Lindsay.
Johnstone, e suo figlio Peter, che Bob consultò, avevano grande stima dell'estetica progettuale di Zurn. Johnstone aveva anche tutte le ragioni per aspettarsi prestazioni affidabili a tutte le velocità, dato l'impressionante portfolio di Zurn in termini di potenza e velatura.

Per quanto riguarda la costruzione, Johnstone sapeva fin dall'inizio che qualsiasi prototipo di un MJM di serie avrebbe dovuto essere realizzato con materiali compositi resistenti e leggeri, proprio il mezzo di costruzione con cui Mark Lindsay aveva lavorato con competenza per oltre 30 anni a quel punto, evolvendosi sempre con i progressi nella tecnologia dei materiali. Lindsay non solo aveva costruito numerose barche a vela vincenti, ma, cosa insolita per un costruttore, era stato anche un campione di vela in diverse classi monotipo e responsabile tecnico di una campagna di successo nell'America's Cup.
MJMLindsay e Scott Smith hanno fondato Boston BoatWorks sei anni prima che Johnstone li contattasse con la sua proposta MJM Yachts. (BBW è l'unico costruttore di queste imbarcazioni, mentre J Boats ha più di un produttore autorizzato a livello globale.) Smith porta in BBW un curriculum straordinariamente variegato che include ingegneria biomedica, servizi finanziari (fondi comuni) e attività bancaria, tutti nella zona di Boston. Come Johnstone e Lindsay, anche Smith ha iniziato a regatare con le barche a vela da bambino; una barca da competizione di 40 piedi (12,2 m) costruita da Lindsay è ciò che inizialmente ha stuzzicato l'interesse di Smith per il lavoro di Lindsay.
Oltre a gestire gli affari finanziari della BBW, Smith è stato attivo nella vita civica dell'area di Boston, in particolare a East Boston, dove ha fondato e di cui è amministratore fiduciario della Camera di Commercio, del Consiglio per lo Sviluppo Economico e di un programma no profit di formazione velica per giovani. È stata proprio la partecipazione costante di Smith al comitato consultivo di pianificazione della Boston Redevelopment Authority per il porto municipale che ha portato fortuitamente alla nuova sede della BBW. La BoatWorks si qualifica come una vera e propria impresa nautica moderna in una zona commerciale storica sul lungomare dove prima non ce n'era nessuna. La BBW non è proprietaria dell'immobile che occupa, ma il suo nuovo stabilimento di produzione e gli uffici amministrativi sono stati costruiti dal proprietario dell'immobile secondo le specifiche di Smith e Lindsay. (Il precedente negozio della BBW, a East Boston, era una struttura in affitto, riadattata, che in precedenza faceva parte della Bethlehem Steel).

MJM Un altro attore fondamentale nella realizzazione della visione di Johnstone di un motoryacht MJM leggero ma resistente è Steve Burke, un architetto navale laureato specializzato in progettazione strutturale, che aveva già progettato modelli ad alte prestazioni in edizione limitata nella linea J Boat. Oltre a progettare la struttura del prototipo MJM, un motoryacht "tascabile" di 34 piedi (10,4 m), attualmente fuori produzione, Burke è stato incaricato di garantire per i modelli successivi più grandi (40 piedi/12,2 m e 50 piedi/15,2 m) i più elevati standard possibili per le piccole imbarcazioni, come stabilito dall'ISO, l'Organizzazione internazionale per la normazione. Questi standard, ha affermato Burke, "sono le normative emergenti a livello mondiale che regolano la progettazione e la costruzione di imbarcazioni, sia a motore che a vela, di lunghezza fino a 24 m [79′ ]". È degno di nota il fatto che l'MJM 40z sia l'unica imbarcazione a motore planante delle sue dimensioni ad aver ottenuto il marchio CE dell'ISO per la certificazione "oceanica". Secondo Johnstone, la struttura del 40z è costruita per resistere a onde oceaniche di 21′ (6,4 m) a velocità superiori a 40 nodi. Non ci sono garanzie su come se la caverebbero le persone a bordo navigando a velocità elevate in tali condizioni.
Torniamo a Lindsay. La sua esperienza pratica nella costruzione di imbarcazioni in materiale composito integra le competenze ingegneristiche di Burke. La carriera di Lindsay nella costruzione di barche risale alla sua adolescenza e comprende diverse imbarcazioni monotipo e regolamentari, oltre alla produzione di numerose imbarcazioni da competizione: Sailfish, Stars, 505, Fireballs, Flying Dutchmans, Tornadoes, MORC, IOR e IMS, oltre a gran parte del lavoro tecnico su America3, vincitrice dell'America's Cup nel 1992. Il motivo per cui così tante delle sue imbarcazioni hanno avuto successo è che è sempre alla ricerca di strutture robuste e leggere ed è stato tra i primi costruttori a utilizzare, nelle imbarcazioni, materiali che in precedenza erano considerati esclusivamente aerospaziali.
 MJM Non è un caso che Lindsay abbia dedicato gran parte della sua carriera alla costruzione di imbarcazioni a vela, soprattutto di piccole dimensioni, e che più sono veloci, meglio è. La sua ricerca su come sfruttare i materiali compositi per rendere le piccole imbarcazioni a vela più leggere, resistenti e veloci è iniziata al Massachusetts Institute of Technology, dove ha studiato per conseguire una laurea in architettura e ingegneria architettonica. (Lindsay ha iniziato l'università a Middlebury, ma ha abbandonato gli studi per lavorare come "apprendista operaio" in un cantiere navale di Marblehead che era stato incaricato di costruire un'imbarcazione per l'A-Cup, prima di conseguire la laurea in architettura presso l'Università della Pennsylvania).
MJM Non è un caso che Lindsay abbia dedicato gran parte della sua carriera alla costruzione di imbarcazioni a vela, soprattutto di piccole dimensioni, e che più sono veloci, meglio è. La sua ricerca su come sfruttare i materiali compositi per rendere le piccole imbarcazioni a vela più leggere, resistenti e veloci è iniziata al Massachusetts Institute of Technology, dove ha studiato per conseguire una laurea in architettura e ingegneria architettonica. (Lindsay ha iniziato l'università a Middlebury, ma ha abbandonato gli studi per lavorare come "apprendista operaio" in un cantiere navale di Marblehead che era stato incaricato di costruire un'imbarcazione per l'A-Cup, prima di conseguire la laurea in architettura presso l'Università della Pennsylvania).
Sfruttando le conoscenze acquisite durante un corso di ingegneria strutturale al MIT, Lindsay testava i campioni fino alla rottura nel laboratorio dei materiali. Nel frattempo, il Sailing Pavilion del MIT, una rimessa per barche sul fiume Charles che si fregia del titolo di culla della vela agonistica universitaria in questo Paese, gli serviva da vasca di prova per le cosiddette Tech Dinghy. Il progetto risale al 1935, quando George Owen, professore di architettura navale e ingegneria marina al MIT, ne disegnò i progetti e la Herreshoff Manufacturing Co. ne produsse una flotta di 30 esemplari. L'attuale Tech Dinghy, sesta generazione del progetto, è una barca da regata in fibra di carbonio.
Per Lindsay, l'interazione tra i suoi studi sulle strutture al MIT e la sua esperienza nelle regate veliche è stata fondamentale: gli ha insegnato, ha affermato, l'importante differenza tra rigidità e resistenza. Comprendere questa distinzione gli ha permesso, una volta diventato professionista, di dare alle sue barche un vantaggio competitivo davvero significativo, alleggerendole entro i parametri della classe, ma rendendole abbastanza resistenti da consentire all'equipaggio di sollecitare l'attrezzatura velica senza danneggiare la struttura.

MJMAfter dopo essersi stabilito come costruttore indipendente specializzato, inizialmente, in piccole imbarcazioni da regata, Lindsay continuò a sperimentare materiali e metodi. Proprio perché il prodotto era piccolo, poteva testare molte iterazioni in un lasso di tempo relativamente breve. Il successo complessivo delle sue imbarcazioni sulle piste da regata gli garantì un volume d'affari sempre maggiore in una nicchia di mercato che, sebbene popolare, era anche nota per i margini di profitto ridotti.
Un ottimo esempio dei suoi sforzi sperimentali nel campo delle costruzioni nel corso del tempo è stato portato all'attenzione della rivista nel 1996, quando aveva sede a Gloucester, nel Massachusetts, con il nome di Lindsay Custom Yachts. In risposta a un articolo che avevamo recentemente pubblicato sul passaggio a sistemi di resina ad alte prestazioni, Lindsay ci ha scritto per dire:
“Dal 1979 ho costruito oltre 50 barche a vela International 505 utilizzando stampi femminili con gelcoat in poliestere e laminato epossidico, e posso testimoniare le difficoltà che comporta l'innovazione nelle tecniche di costruzione. Sapevamo che sarebbe stato difficile ottenere un legame efficace, ma abbiamo continuato a provare fino a quando non abbiamo inventato un solvente e una tecnica che di solito funzionavano. Questo ci ha permesso di costruire laminati in kevlar molto leggeri e resistenti con anime in schiuma e nido d'ape, ottenendo comunque una finitura durevole nello stampo. Quello che allora era un processo complicato, oggi sembra una routine con i prodotti attuali.
MJM "Quando nel 1983 abbiamo iniziato a costruire imbarcazioni di serie con preimpregnati epossidici a 121 °C, ci siamo trovati di fronte a una serie di sfide completamente nuove relative al gelcoat. Una delle soluzioni più interessanti è stata un gelcoat poliuretanico sviluppato per componenti automobilistici. La ricerca di nuove risposte è ciò che mantiene vivo il fascino di questa professione".
Altri esempi di attività di ricerca e sviluppo condotte da Lindsay (e riportate da questa rivista) anni fa includono metodi a basso costo per la post-polimerizzazione dei laminati epossidici, oltre a soluzioni innovative per il fissaggio di attrezzature di rigging sottoposte a carichi pesanti. Non sorprende quindi che Bob Johnstone abbia scelto Boston BoatWorks per la sua nascente impresa MJM Yachts. I numerosi progetti realizzati da Lindsay nel corso degli anni sono caratterizzati da una costruzione composita audace, con quasi tutti i progetti riguardanti barche a vela ad alte prestazioni.
E fortunatamente, BBW si è rivelata una scelta eccellente per MJM. In un video di marketing per MJM che vedremo più avanti, Johnstone, al timone di un 40z che naviga al largo a tutta velocità in acque difficili, spiega in voce fuori campo perché ha scelto Lindsay: "La chiave per una manovrabilità più reattiva è costruire un MJM non come un motoscafo, ma come una barca a vela da regata. Quindi ci siamo rivolti a un costruttore di... barche a vela da regata, Mark Lindsay. Mark lavorava con materiali compositi high-tech da 33 anni".
L'elenco di O'Meara
Rich O'Meara, la cui azienda Core Composites con sede nel Rhode Island ha fornito il nuovo impregnante per tessuti alla Boston BoatWorks, ha elencato otto buoni motivi per cui i wet-preg sono vantaggiosi per la costruzione di imbarcazioni in composito.
1. È possibile costruire una barca più leggera. Questo perché il nucleo in una laminazione wet-preg non è completamente riempito di resina, come invece avviene nella lavorazione per infusione.
2. Ottimizzate il rapporto fibra-resina. Questo rapporto viene spesso espresso come rapporto "vetro-resina"; alla BBW, tale rapporto è pari a 60:40. Con i wet-preg è anche possibile variare il rapporto a seconda dei particolari strati, da molto secchi (30% di contenuto di resina in peso) a più umidi, ad esempio per l'incollaggio dell'anima. 3. È possibile controllare tale rapporto per ottenere una qualità del preimpregnato ottimale. La deviazione con gli impregnatori di tessuto nuovi e vecchi di BBW è pari o inferiore al ±3%.
4. È possibile utilizzare una vasta gamma di rinforzi in tessuto. Da quelli molto leggeri (5 oz/yd2, ovvero circa 175 g/m2) fino a 50 oz/yd2, ovvero 1.700 g/m2.
5. È possibile utilizzare resine con viscosità diverse, da 500 cps a 15.000 cps, a differenza dell'infusione, "dove si è praticamente obbligati a utilizzare resine a bassa viscosità, preferibilmente inferiori a 300 cps".
6. È possibile costruire una barca più velocemente rispetto al metodo di infusione. "Nel tempo necessario per caricare lo stampo con il tessuto asciutto per l'infusione, è possibile posizionare un laminato preimpregnato e la resina si trova esattamente dove desiderato. Si sa che è lì. Inoltre, si utilizza lo stesso processo di sottovuoto".
7. Non sono necessari stampi quasi perfetti, mentre
L'infusione sì. Se uno stampo wet-preg "perde", non produrrà un laminato con molti vuoti. "Non lo dico per incoraggiare l'uso di utensili di bassa qualità. Piuttosto, è una questione di non dover giustificare stampi di qualità infusione per i potenziali volumi unitari disponibili".
8. Una volta insacchettato, si ottiene un ottimo legame tra l'anima e la pelle. Questo perché il processo wet-preg offre una buona penetrazione della resina nell'anima "con un laminato che, lo ripeto, ha la resina proprio dove serve".
Se l'elenco sopra riportato rappresenta i vantaggi dei wet-preg secondo O'Meara, esiste un secondo elenco... degli svantaggi? Sì, ma è più breve.
1. L'infusione è preferibile se si desidera riempire le tacche centrali per impedire l'ingresso dell'acqua.
2. La resina poliestere per i wet-preg non è ancora stata ottimizzata da molti fornitori. Ma lo sarà presto, ha affermato O'Meara, perché la crescente richiesta del mercato di componenti più leggeri richiede una maggiore varietà di riempitivi e di qualità di resina per la loro produzione. Attualmente, l'industria nautica è "completamente attrezzata" con resine da infusione stirenate a basso costo. La stampa rimane un problema, quindi sono necessari rivestimenti superficiali.
3. L'utilizzo di sacchetti sottovuoto per il processo di infusione garantisce una maggiore pulizia (in termini di odori e COV). Tuttavia, l'odore è ridotto al minimo con la resina epossidica, così come il contatto con la pelle, a condizione che venga mantenuta una tecnica adeguata con il processo wet-preg. "L'adesivo spray applicato alla pila asciutta rimane l'aspetto meno piacevole della produzione di un componente infuso. Questo passaggio viene eliminato con i wet-preg". —Paul Lazarus
MJMLindsay e Smith hanno recentemente acquistato un nuovo impregnatore per BBW. La macchina, progettata da Rich O'Meara, responsabile di Core Composites, una divisione della sua ROM Development Corp. con sede a Newport, Rhode Island, e costruita da Art Armellini, che gestisce A & E Machine Shop a Cocoa, in Florida, sostituisce quella progettata e costruita da Bruce Pfund che Lindsay aveva acquistato nel 1991. (Per inciso, l'articolo di Pfund pubblicato su PBB n. 99 è probabilmente l'analisi più dettagliata mai pubblicata su un impregnatore al lavoro in un cantiere navale. Certo, si tratta di un impregnatore di un'epoca precedente, ma attraverso il suo testo oggettivo e le foto riccamente didascalizzate scattate sul posto, Pfund spiega ai lettori di PBB cosa fa meglio la macchina, quali sono i suoi limiti e come l'equipaggio di BBW ne massimizza l'efficienza).

L'azienda di O'Meara, che distribuisce materiali compositi e gestisce programmi relativi ai compositi, ha venduto oltre 250 impregnatori di tessuti a vari settori industriali dal 1987, quando ha visto per la prima volta un impregnatore in azione in Australia, mentre si trovava lì per assistere all'America's Cup.
Nei pochi anni successivi O'Meara provò, "con scarso successo", come lui stesso afferma, a convincere i costruttori di barche di serie negli Stati Uniti, tra cui Sea Ray e Wellcraft, a passare dalla costruzione spray-up a quella wet-preg. Il problema, secondo O'Meara, era rappresentato dai "problemi di gocciolamento" dovuti alle resine poliestere a rapida polimerizzazione e dalla riluttanza dei laminatori ad abbandonare la tecnica spray-up. Allo stesso tempo, "il business delle imbarcazioni in resina epossidica su misura era in forte espansione. Abbiamo venduto unità praticamente a tutti i costruttori di imbarcazioni su misura negli Stati Uniti e in Canada". O'Meara ha anche venduto impregnatori a produttori di snowboard, ad aziende che rivestono le colonne dei ponti, ad un'azienda che riveste le tubature dell'acqua nelle centrali nucleari e ad un'altra che produce involucri per motori a razzo.

Il design e la complessità delle macchine impregnanti MJMI variano a seconda dell'applicazione. All'inizio O'Meara e Pfund "confrontavano le loro idee su come costruire al meglio queste macchine" e O'Meara adottò alcune delle idee di Pfund nel suo progetto. Le prime impregnanti di O'Meara per l'industria navale furono realizzate da Binks, nota soprattutto per le sue attrezzature di finitura a spruzzo.
La macchina Core Composites acquistata da Boston BoatWorks presenta le seguenti caratteristiche: larghezza di lavoro di 60″ (154 cm); azionamento pneumatico (tramite pedali, per lasciare libere le mani dell'operatore); frizione di sicurezza sul rullo di trasmissione (per proteggere le dita, "soprattutto durante la pulizia"); bobine di alimentazione e di raccolta su ruote; vaschetta di raccolta e vaschette per gli utensili. Secondo O'Meara, si tratta di "una macchina molto apprezzata" e, grazie al suo design semplice, "si è dimostrata un cavallo di battaglia di lunga durata. Art Armellini e io l'abbiamo perfezionata nel corso degli anni, grazie ai numerosi suggerimenti dei clienti".
Vorrei aggiungere che la documentazione fornita da O'Meara con l'impregnatore è completa e ben illustrata. Copre l'installazione, la calibrazione, il funzionamento e la pulizia, insieme a un elenco delle parti e ai disegni. Questi documenti, scritti in un inglese semplice, riflettono la lunga esperienza di O'Meara con queste macchine: ha avuto a che fare con un numero sufficiente di impregnatori da poter anticipare le domande più frequenti e quindi ciò che è necessario in termini di manuale d'uso e assistenza tecnica adeguati.
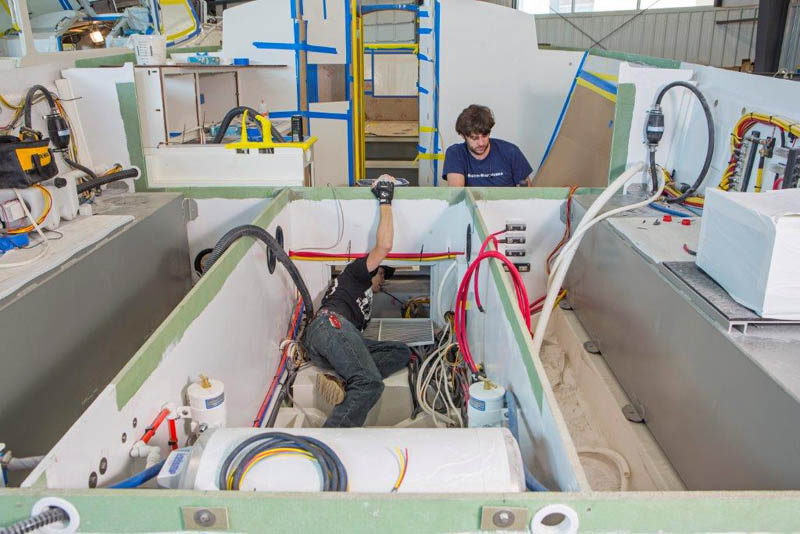
MJM La parte superiore della rampa in cemento, dove è parcheggiato il Travelift di BBW, si livella formando un piano terra rialzato per il nuovo edificio principale. Entro in un ingresso con pareti in vetro e una tromba delle scale, apro una porta interna e mi ritrovo nello spazio di produzione con soffitti alti di BBW. Il negozio è animato dall'attività di assemblaggio e costruzione da un'estremità all'altra dell'edificio.

Nella vecchia struttura, la produzione MJM di Lindsay e Smith era gestibile, fino a quando il volume delle vendite, insieme alla linea di prodotti ampliata di Bob Johnstone, raggiunse una massa critica nella fascia alta della gamma di dimensioni dei modelli. Quelle imbarcazioni divennero troppo grandi per lo spazio disponibile, considerando le altre imbarcazioni di diverse dimensioni in varie fasi di costruzione e assemblaggio. Per costruire un'imbarcazione di 40 piedi, ad esempio, Lindsay e il suo team dovevano spostare gli scafi, anche fuori dalla porta, e poi riportarli nell'officina, a volte in uno spazio diverso sul pavimento. Tutto ciò comportava inevitabili e inutili perdite di tempo e movimenti. Un'officina più grande era una necessità, non solo una comodità.
Nella nuova struttura, la preimpregnazione viene eseguita in una sala/forno climatizzato dedicato, i cui comandi si trovano in una sala macchine dedicata al piano superiore. Non è più necessario coordinare lo spostamento degli scafi e degli utensili. Il resto del processo di costruzione avviene nello spazio principale sopra menzionato. Lindsay lo paragona al concetto di classe aperta nell'istruzione elementare; ovvero, desidera che il personale dell'officina BBW sia consapevole di ciò che fanno i propri colleghi, per avere un'idea più chiara delle numerose procedure coinvolte nella produzione di un'imbarcazione di buone dimensioni. Ritiene che questo spazio dell'edificio sia fondamentale per la formazione incrociata dell'equipaggio e per lo sviluppo di supervisori tra di loro.
MJMDuring una delle due visite in questa zona, la prima da solo e la seconda accompagnato da Lindsay, ho potuto vedere l'installazione di un sistema su un'imbarcazione di 36 piedi (11 m), due uomini che preparavano un cablaggio (uno stava insegnando all'altro), un altro che arrotondava una parte del bordo di una chiglia piatta per ridurre il rumore dello schiaffeggiamento dell'acqua all'ancora e diverse persone che prendevano in consegna un sistema di ringhiere preassemblato che era stato trasportato dal Maine, dove era stato fabbricato da un subappaltatore. Probabilmente ciascuna di queste attività era una voce di una tabella di produzione appesa alla parete di un ufficio al piano superiore. A occupare la maggior parte dello spazio sul pavimento quella mattina era un getto di infusione della griglia interna monolitica da installare su uno scafo ancora nel forno, in fase di post-polimerizzazione. Il livello di rumore complessivo nella grande sala era basso. Allo stesso modo, nella sala non c'era praticamente polvere di levigatura, né fumi nell'atmosfera provenienti da rivestimenti o resina.
Infatti, Bob Johnstone promuove le imbarcazioni MJM, in parte, sulla base delle pratiche di produzione "ecologiche" di BBW. Per quanto riguarda quest'ultimo aspetto, Boston BoatWorks soddisfa e supera facilmente lo standard Maximum Achievable Control Technology dell'Agenzia per la protezione ambientale degli Stati Uniti. L'utilizzo di lunga data da parte di Lindsay di resine epossidiche e tecniche di stampaggio a chiusura non solo garantisce laminati di qualità superiore, ma elimina anche i problemi legati ai COV associati alle resine stireniche (sia nel cantiere navale che nelle fasi precedenti della catena di approvvigionamento). A livello locale, i "record e le pratiche relative alla salute e alla sicurezza dei dipendenti" di BBW le hanno valso l'invito a richiedere la certificazione nell'ambito del programma statale Safety and Health Achievement Recognition Program.
I "vantaggi collaterali" di un solido programma di sicurezza che qualifica un'azienda manifatturiera per l'iniziativa SHARP, come elencato da Johnstone, consistono in tariffe di indennizzo dei lavoratori più basse, costi dei prodotti inferiori grazie a una maggiore produttività e morale, una migliore fidelizzazione dei dipendenti e costi di formazione inferiori. Tutto ciò, secondo Johnstone (che, ricordiamo, è un vero maestro del marketing) "migliora il valore di MJM Yachts per i suoi proprietari".
MJM Rimanendo in tema, credo che Johnstone sia sincero quando afferma che i MJM Yachts sono "eco-compatibili", in particolare in termini di efficienza energetica. Il testo sul sito web di MJM Yachts sottolinea che il 29z (8,8 m), ad esempio, "consuma circa 3 miglia nautiche per gallone [0,8 nm/l] di diesel quando naviga a 25 nodi. Si tratta di circa la metà del carburante consumato da un centro console con doppio fuoribordo delle stesse dimensioni". Dati simili sull'efficienza del carburante continuano nell'attuale linea di prodotti MJM fino al 50z, rispetto alle imbarcazioni di produzione di altre aziende: yacht da pesca, motoscafi o cabinati e centro console con triplo o quadruplo fuoribordo di dimensioni comparabili.

Il cuore del processo di laminazione degli scafi e dei ponti MJM è l'impregnatore di tessuti. I programmi di laminazione dello scafo prevedono un rinforzo in fibra di vetro biassiale e triassiale a filamento continuo, che passa attraverso i rulli ad alta pressione dell'impregnatore, saturando le fibre e limitando il contenuto di resina a un rapporto preciso di 60:40 tra vetro e resina. Si tratta di stampi a scafo diviso, che consentono un facile accesso a ciascuna metà.
I tubi di avvolgimento in PVC caricati con la lunghezza calibrata preimpostata di tessuto saturo vengono trasportati all'attrezzatura e srotolati manualmente in un unico pezzo all'interno dello stampo, per tutta la lunghezza dello scafo. Dopo aver applicato il laminato strutturale esterno in fibra di vetro e kevlar, i membri dell'equipaggio montano pannelli pretagliati (da una macchina a controllo numerico computerizzato) di schiuma strutturale impermeabile (Corecell) sulla pelle bagnata. I pannelli centrali, ha detto Lindsay, variano in base alle proprietà fisiche a seconda della loro rispettiva posizione nello scafo, ovvero nelle aree ad alto carico e a basso carico.
Suggerimenti per la tecnologia Wet-Preg
Mark Lindsay, co-proprietario di Boston BoatWorks, ha dimostrato grande generosità nel condividere le sue conoscenze tecniche con i partecipanti all'IBEX. È stato relatore principale in due seminari specifici sul wet-preg nella costruzione di imbarcazioni di serie (all'IBEX 2006 e all'IBEX 2007) e in un terzo seminario, nel 2009, sui materiali di processo per la costruzione con stampi chiusi in generale. Qui ho sintetizzato la seconda delle sue presentazioni sul wet-preg in alcuni punti chiave.
Lindsay ha lavorato durante la sua metà della sessione di 90 minuti. (In entrambe le sessioni dedicate al wet-preg ha condiviso il podio con Joe Parker, product manager di lunga data di Pro-Set Inc., il cui sistema di resina epossidica BBW utilizza per la costruzione degli yacht MJM. Parker è ora in pensione).
• BBW ha scelto la laminazione epossidica wet-preg perché: l'epossidico ci offre la matrice di resina più resistente; il processo wet-preg mantiene basso il peso; il costo relativamente basso e la semplicità di un sistema di resina wet-preg in termini di materiali e processo rappresentano un vantaggio rispetto ai prepreg fabbricati; inoltre, un sistema wet-preg meccanizzato fornisce risultati costanti e prevedibili.
• I costi più elevati dei materiali implicano la necessità di progettare il prodotto in modo da ottenere un valore aggiunto attraverso l'uso di materiali più avanzati. La combinazione delle diverse proprietà chimiche dei laminati epossidici con i rivestimenti in poliestere stampati in stampo richiede un'attenta maestria artigianale e una solida tecnologia. Il raggiungimento delle proprietà di resistenza progettate e di risultati estetici superiori richiede un'attenzione particolare alla tecnologia di processo.
• Quando abbiamo esaminato l'efficienza produttiva, abbiamo scoperto che i tempi di lavorazione dello stampo erano meno rilevanti rispetto al costo totale di produzione del componente. A differenza del resto dell'imbarcazione, la manodopera per i componenti laminati costa più dei materiali, quindi ridurre le ore di lavoro era un obiettivo primario.
• Le attrezzature per la miscelazione della resina sono costose, ma garantiscono una precisione riproducibile e riducono la manodopera. Un impregnatore pneumatico ad alto volume in grado di stare al passo con il team di posa è il cuore del nostro processo. Il pretaglio e la preetichettatura dell'anima e del tessuto garantiscono precisione e riducono i tempi di posa.
• Un'altra opportunità era quella di ridurre le finiture estetiche delle parti. Se si desiderano laminati leggeri e altamente resistenti, non è opportuno sprecare tali proprietà utilizzando uno strato di mat ricco di resina a supporto del gelcoat per mantenere l'aspetto estetico.
• Inoltre, è consigliabile polimerizzare i pezzi in un sacchetto sottovuoto e post-polimerizzarli ad alta temperatura per ottenere la massima resistenza del sistema di resina. Se questi due processi non vengono eseguiti correttamente, i pezzi potrebbero staccarsi dallo stampo prima del tempo, rendendo necessaria una rilavorazione estetica.
• Il confezionamento sottovuoto richiede un'attenzione particolare ai dettagli. Qualsiasi punto in cui sia presente un ponte nel sacchetto, nel peel ply o nel materiale traspirante può causare il rilascio anticipato del pezzo.
• Il pezzo deve raggiungere la temperatura massima per completare la polimerizzazione. La temperatura deve aumentare e diminuire in modo uniforme e graduale, in modo che il pezzo non si stacchi dallo stampo o eserciti sollecitazioni indesiderate sul laminato.
• Se ogni fase sopra descritta viene eseguita correttamente, il risultato è un pezzo privo di difetti che manterrà la sua forma e la sua perfezione estetica praticamente a tempo indeterminato.
—P.L.
MJM Una volta installati lo strato esterno e il nucleo, il team applica lo strato interno di vetro strutturale preimpregnato e lo insacca. Sotto vuoto, il laminato viene compresso con una pressione di 2.000 libbre/piede quadrato (9.765 kg/m2), "compattando il vetro per ottenere la massima resistenza", ha affermato Lindsay. "Quindi le due metà dello scafo vengono unite e, con 14 strati di vetro triassiale, creiamo una linea centrale in vetro solido". Infine, l'intero scafo viene cotto per 48 ore a 150 °F (65 °C) prima di svitare le due metà dello stampo e rilasciare il guscio dello scafo.

Quello che ho scritto sopra è solo una panoramica. Ancora una volta, per una descrizione dettagliata di un impregnatore - e di un team BBW - in azione durante la laminazione di un 34z, vi invito a leggere l'articolo di Bruce Pfund intitolato "Smooth Operators", pubblicato su PBB n. 99. Sebbene l'MJM 34z non sia più in produzione (sostituito dal 36z [10,9 m]) e l'impregnatore citato nell'articolo sia stato sostituito da una nuova macchina (quella precedente rimane in uso come unità secondaria), il processo di laminazione di BBW di uno scafo MJM rappresentativo e la tecnologia di base dell'impregnatore di tessuti sono cambiati relativamente poco da quando l'articolo è stato pubblicato.
Per una discussione completa sulla tecnologia stessa, risalente al 1990 ma ancora attuale, si veda il numero 5 di PBB, dove ho pubblicato un articolo intitolato "Fabric Impregnators" (Impregnatori di tessuti), inteso come introduzione e guida introduttiva a queste macchine. Francamente, mi sorprende che, a distanza di 25 anni, così pochi costruttori di barche di serie le abbiano acquistate e abbiano modificato di conseguenza le pratiche di costruzione.
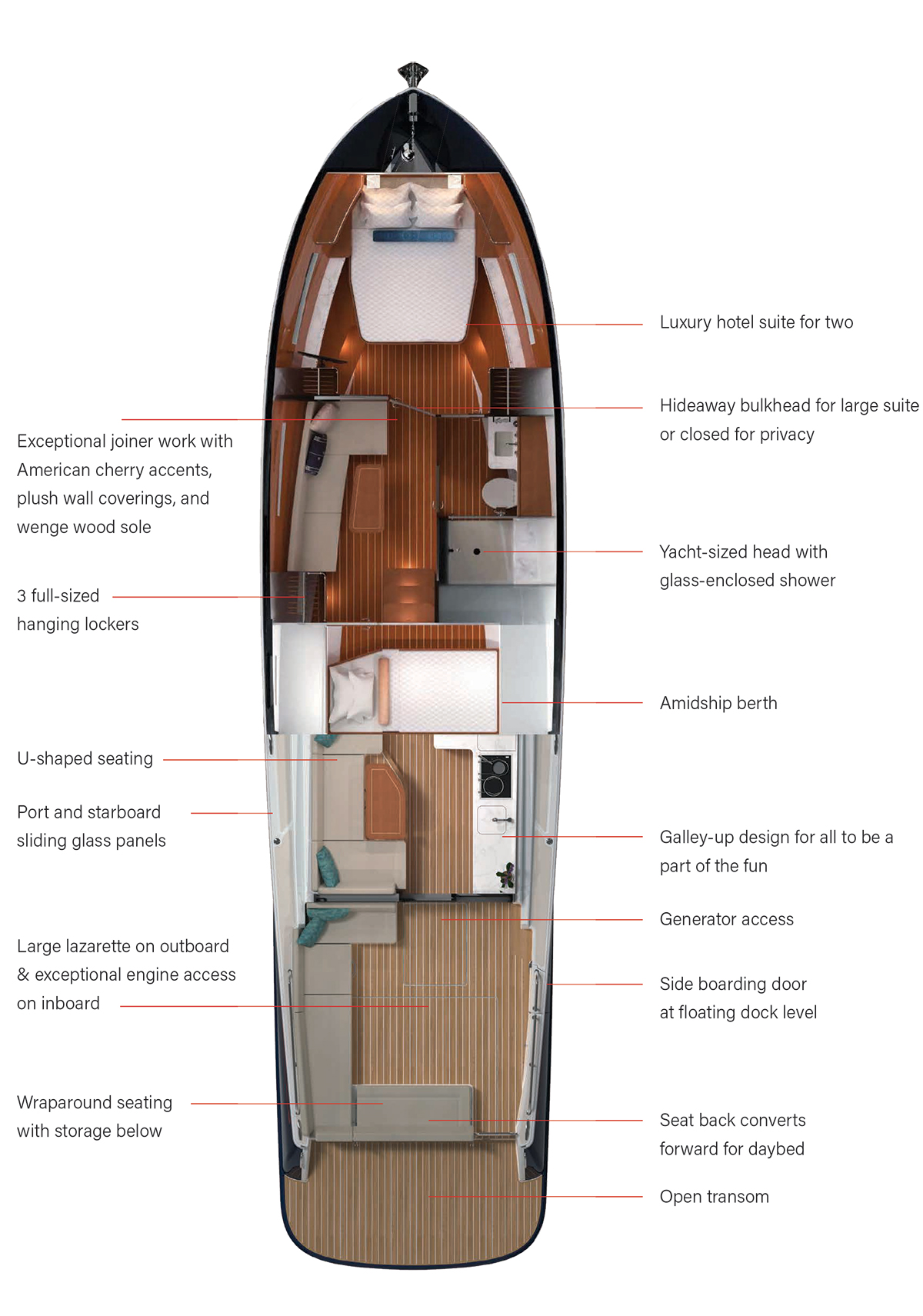
MJM Durante la mia seconda visita al reparto produzione, insieme a Lindsay, mi ha fatto notare che le imbarcazioni sarebbero state presto circondate da una struttura mobile, in sostituzione di un sistema di soppalchi perimetrali più permanenti, al fine di migliorare l'efficienza produttiva durante la fase di finitura e allestimento. Ci siamo fermati davanti a un 50z, siamo saliti su una piattaforma di legno e siamo saliti a bordo attraverso una porta sul lato dello scafo. Il modello più grande della linea di prodotti MJM, un 50z, ha finestre proporzionalmente più grandi nella cabina, che richiedono ferramenta più robusta per l'apertura dei segmenti del parabrezza rispetto agli apriporta installati sui modelli MJM più piccoli. Lindsay voleva esaminare di persona l'ergonomia di un potenziale problema: un proprietario anziano avrebbe trovato troppo difficile aprire il parabrezza verso l'esterno?

Una volta completato questo compito (ma prima di effettuare una ricerca su Internet per trovare le fonti di hardware appropriate), mi mostrò un dettaglio strutturale appena percettibile proprio sotto di noi, mentre eravamo seduti a parlare sotto il tetto a metà nave. Quando il prototipo 50z è stato sottoposto alle prove di costruzione, l'esperienza e la competenza di Lindsay in materia di strutture gli hanno suggerito che lo scafo di grandi dimensioni necessitava di un ulteriore rinforzo. Ha ipotizzato che la porta superiore attraverso la quale eravamo saliti a bordo interrompesse la resistenza ingegneristica della barca alla torsione lungo la linea di galleggiamento. La sua soluzione fu quella di fabbricare una coppia di travi a I composite alte, larghe, leggere ma resistenti, o nervature, installate il più possibile a poppa nella sala macchine, che si estendevano da una paratia all'altra sottocoperta e oltre la rottura della linea di galleggiamento alle porte di poppa e di prua. Una volta verniciato in modo da uniformarsi al resto dello spazio macchine, questo elemento strutturale assomigliava a un tradizionale soffitto sottocoperta.
MJM In una voce fuori campo per un video realizzato tre anni fa per promuovere MJM Yachts, Bob Johnstone si presenta come fondatore, amministratore delegato e capo pilota delle imbarcazioni. La sua voce baritonale è piacevole, il ritmo non affrettato. A mio parere, nessun dirigente anziano dopo Lee Iacocca o Frank Perdue è stato così efficace nel vendere il proprio prodotto.

Johnstone è solo su una 40z, al largo, con onde di 1,8-2,4 metri, e guida l'imbarcazione a diverse velocità e con diverse rotte, mentre Billy Black, che ha scattato le fotografie della Boston BoatWorks per questo articolo, riprende un video da un elicottero, come un mitragliere. Le prestazioni dell'imbarcazione in queste condizioni sono affascinanti. E convincenti.
Johnstone: "Sono io alla guida. Non sono molte le aziende produttrici di motoscafi che mostrano video delle loro imbarcazioni in acque agitate. In effetti, oggi non si vedono altre imbarcazioni qui fuori...".
E altrove: "Quando un settantenne come me può guidare una 40z da Northeast Harbor, nel Maine, al Cape Cod Canal da solo, in queste condizioni, 200 miglia in otto ore, 20-30 miglia al largo, capisci che è facile e sicuro...".
L'immagine fissa qui riportata, tratta da un video simile (girato al largo, nelle acque della Florida meridionale), fornisce una conferma visiva di ciò che Johnstone descrive nella sua narrazione. La sua visione di uno yacht MJM - in termini di design, costruzione e prestazioni, senza compromettere nessuno di questi tre criteri - ha permesso di vendere imbarcazioni anche durante la Grande Recessione, come se questa non esistesse. All'IBEX, durante ciascuno di quegli anni difficili (l'industria nautica da diporto sta uscendo solo ora dalla sua crisi più lunga e profonda dai tempi della Grande Depressione), Scott Smith, Mark Lindsay e Doug Zurn partecipavano ai seminari e visitavano il padiglione espositivo sorridendo. Smith aveva infatti saputo che, mentre loro tre erano alla fiera, era stata venduta un'altra MJM di nuova costruzione.
Siamo arrivati a questo punto della narrazione senza fornire alcune statistiche fondamentali. Si tratta di numeri che Mark Lindsay non ha bisogno di cercare: i dati sono nella sua testa. Ancora più importante per la nostra storia, queste statistiche dimostrano che Boston BoatWorks è un vero costruttore di serie, con il processo wet-preg, a differenza dei numerosi negozi che producono barche personalizzate con lo stesso processo composito.
MJM Dopo essersi insediata nella nuova sede, che comprende 3.252 m² di aree dedicate alla costruzione e all'assemblaggio, BBW ha in cantiere sette o otto yacht MJM alla volta, a seconda degli ordini per i diversi modelli della linea di prodotti. Il tempo necessario per il completamento varia da tre a sei mesi, dal più piccolo, un 29z, al più grande, un 50z. Al 1° luglio, Boston BoatWorks aveva consegnato un totale di 189 MJM. Secondo Lindsay, l'attuale ritmo di produzione è di circa due dozzine di barche all'anno, ovvero "una nuova barca ogni tre settimane".
Esiste un piano aziendale a lungo termine? "Come azienda, stiamo cercando di mantenere una crescita sostenibile", ha affermato. "Non vogliamo gonfiarci troppo e poi esplodere". Parallelamente alla costruzione delle imbarcazioni, Lindsay ha affermato che, in particolare tra il personale di officina, sta cercando di instillare la consapevolezza dei principi fondamentali che guidano il controllo qualità e le migliori pratiche. (L'azienda impiega complessivamente 75 dipendenti).
Il successo della collaborazione con MJM Yachts, unito alla reputazione di BBW per l'alta qualità delle sue costruzioni, ha permesso a Scott Smith e Lindsay di sviluppare gradualmente quella che Smith definisce una componente di assistenza e supporto. Ciò significa che una percentuale crescente di acquirenti MJM ha iniziato a tornare alla Boston BoatWorks per riporre, riparare, aggiornare o vendere le proprie imbarcazioni. Il fenomeno non è affatto raro; diversi cantieri navali ben noti della costa orientale forniscono precedenti storici, tra cui Rybovich, Hinckley e Hood, solo per citarne tre. Questo tipo di attività post-vendita contribuisce all'espansione degli impianti fisici che BBW sta intraprendendo sul retro, lungo il fiume oltre la porta posteriore dei principali spazi di produzione.
MJM E il capomastro, il più anziano dei due titolari della BBW, che condividono tutte le responsabilità operative, ha un piano personale? Osiamo dirlo: il pensionamento? Anche in questo caso, come nel caso dei numeri sopra citati, Lindsay non ha esitato: "Le barche ben costruite e progettate sono un contributo prezioso. Alla società, all'economia, al progresso tecnologico. Sono più che semplici "beni durevoli" prodotti industrialmente. Costruisco barche da quando ero bambino e ancora oggi amo farlo. Non ho intenzione di smettere".
Informazioni sull'autore: Paul Lazarus è redattore capo di Professional BoatBuilder.